24小时服务热线:18136737981
广义上讲,将产品加热至50℃以上,配合充分的加热时间,即可杀灭乳制品中一种或者多种致病性和腐败性微生物。因此热加工工艺中,可选的温度/时间组合方案比较多。
根据表1可知,巴氏杀菌通常以下述几种方式实现:
高温短时杀菌HTST (High Temperature Short Time),温度和时间组合是72°C以上保持至少15s的时间,一般通过连续式杀菌系统来实现;
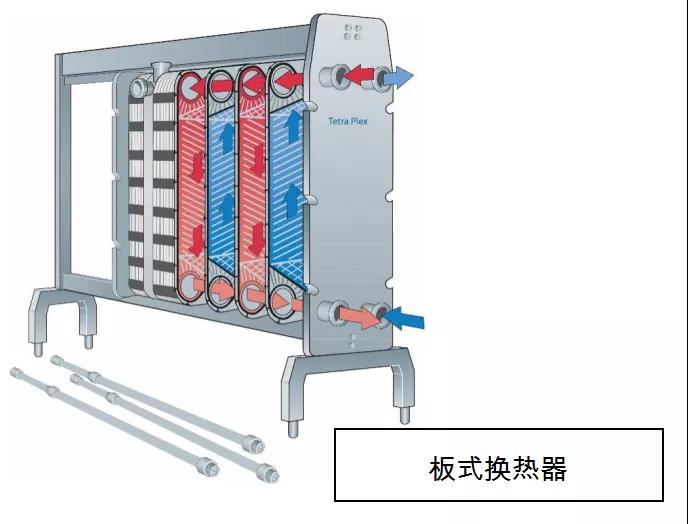
低温长时杀菌LTLT(low temperature long time),温度和时间组合是63°C以上保持至少30min时间,一般通过批次型杀菌系统来实现;
虽然热处理的核心要素说起来比较简单——温度&时间。但是现实过程中,还有较多技术细节需要考虑。为了匹配物料特性,实现持续稳定,可追溯的热加工处理能力,需要配置一系列的硬件软件控制系统,记录系统等,实现产品热加工处理过程的实施、监控、纠偏、食品安全保障以及相关运行数据(包括CCP/OPRP监控数据)的记录。
下面以HACCP中确认和验证两个角度,来讨论一下巴氏系统重要组分的要求分别是如何落实的。
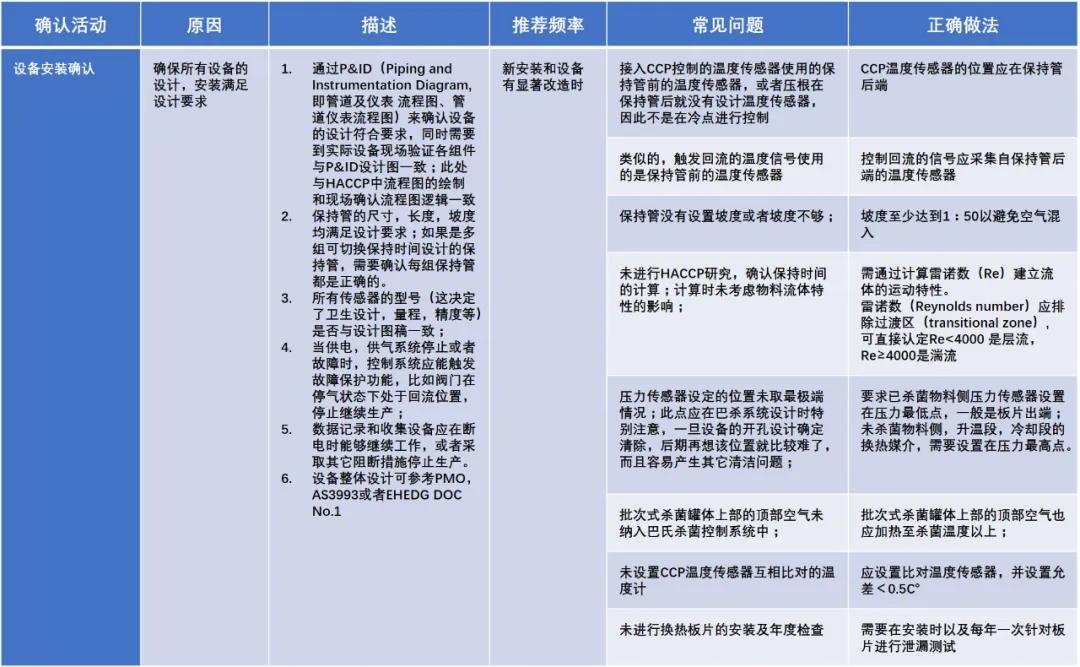
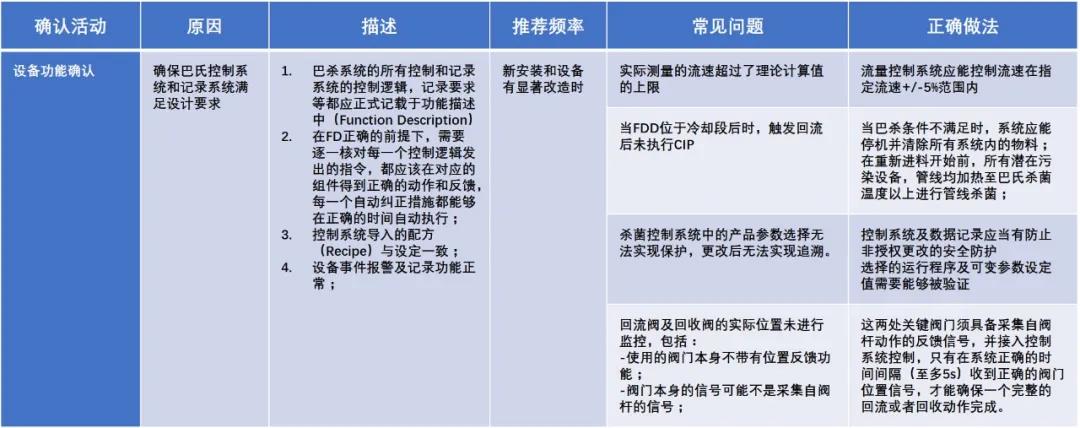

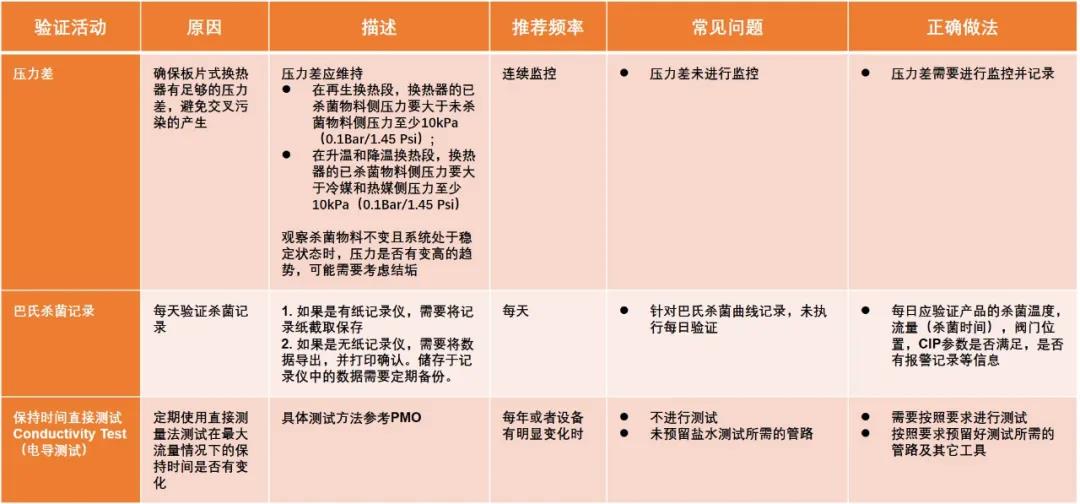
表3 典型连续式巴氏杀菌机的验证活动

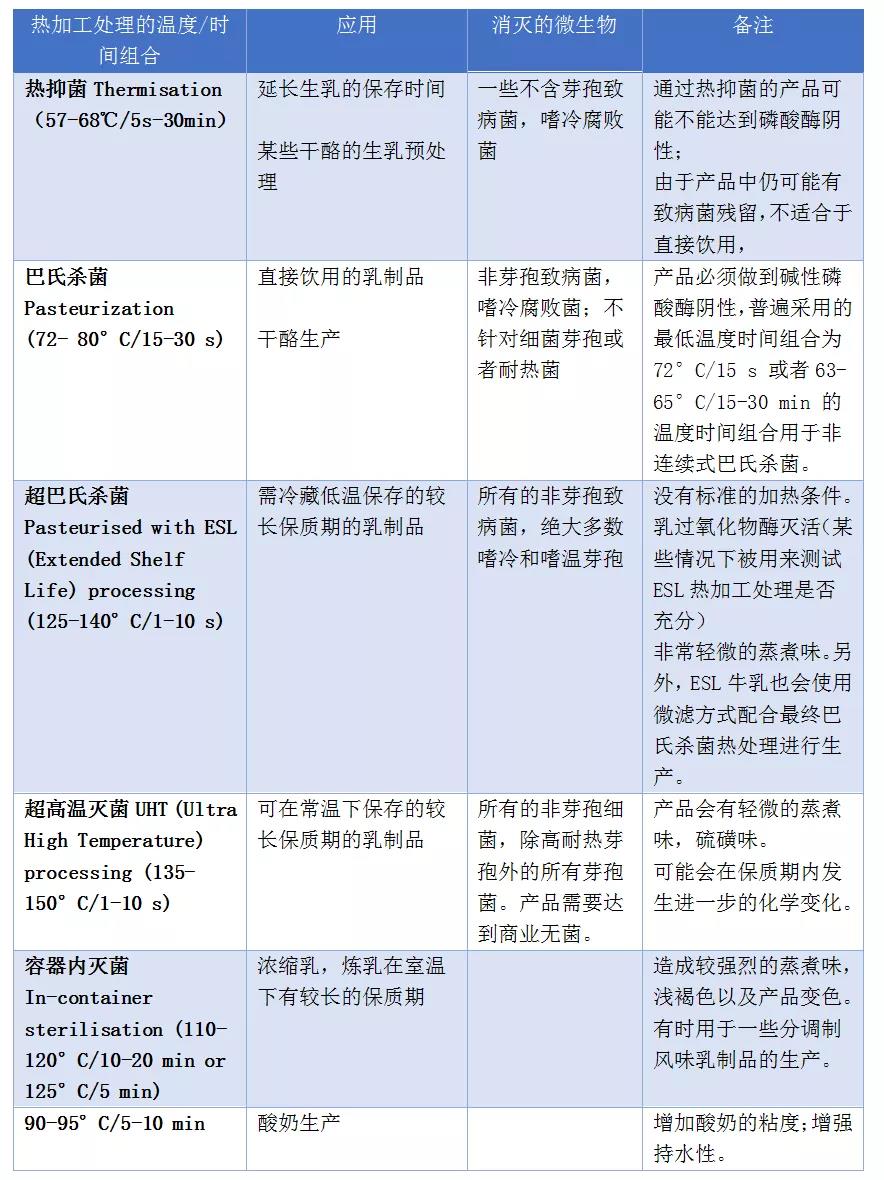
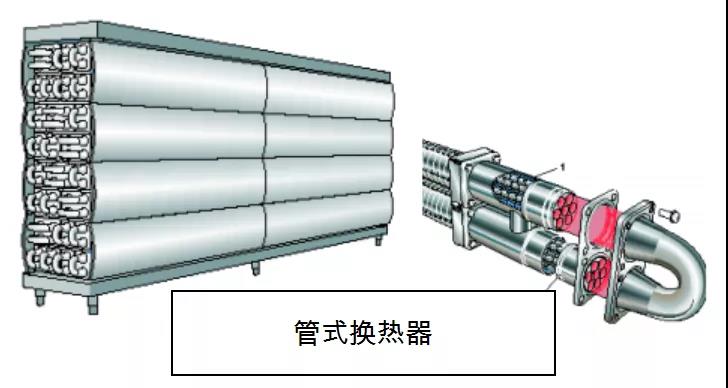
乳制品的热加工处理HTST
一、物料粒径控制
要素一 过滤器
· 在原料奶开始进入系统前,比如设置在平衡缸前;
· 在最终加热段前配置
要素二 离心机
当采用离心机控制粒径时,最低杀菌条件组合应参考200μm栏。
流量控制或者说保持时间控制,是巴氏杀菌过程中的一个重要环节。在保持设备一定的前提下,流量与保持时间呈反比,因此,应当设定流量的上限以确保保持时间不会低于如表2所示的最低杀菌要求。
1、计时泵(timing pump)一方面是控制产品在通过保持管时流量不会超过最高流量限值,另一方面是与背压阀一同作用,保持已杀菌物料的正压力差。
2、在稳定状态时,流量控制系统应当能够将产品流量控制在设定值±5%允差范围内。
3、如果采用限流装置,该设备在CIP时该装置能够有效清洁,在生产时限流装置能够有效限制最高流量。
4、当回流阀发生故障或者错误时,计时泵也需要同步停止。
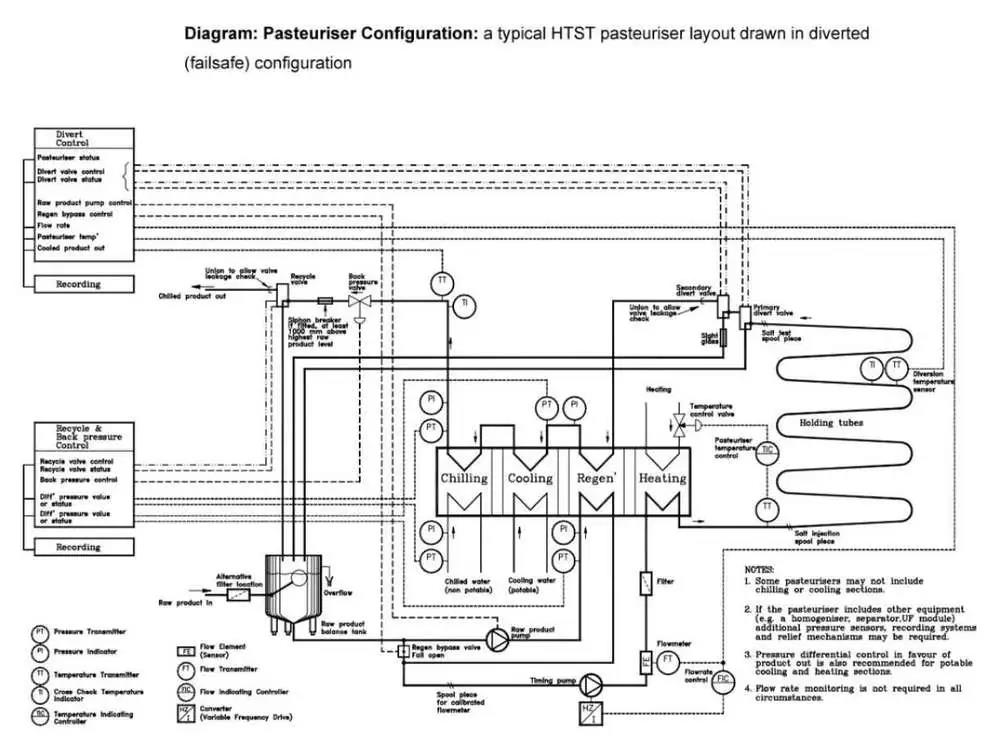
5、当巴杀设备配置再生段时,计时泵的应位于再生段之后在进入最终加热段前(如图所示)。
如果在某些巴氏杀菌机内,没有配置再生段,或者杀菌机配置了空气间隙式板片,那么计时泵的位置设计可以没有这么严格。另外,如果在加热段后设置缓冲罐,定时泵应在缓冲罐后,以确保精准控制通过保持管的物料流量。
要素二 流量确认
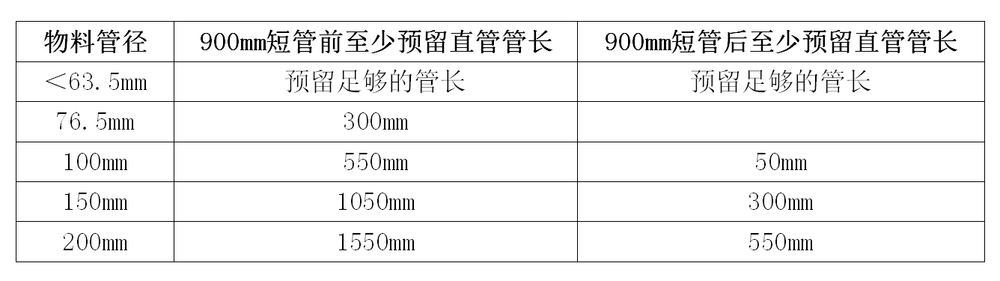
1、如图1中spool piece for calibrated flowmeter所示位置,预留一个900mm长的短管以便替换安装经过校准的比对流量计。短管应水平安装,或者以产品流量方向安装。
2、为了避免弯管,阀门或者其他连接件影响流量测量,安装流量计应在前后管路预留一定的直管长度,流量计前应至少预留10倍管径的长度,流量计后应至少预留5倍管径的长度。
3、流量计校准:在1~2完成后,将预留管替换为经过溯源校准的流量计,通过与现有流量计的在线比对,确定现有流量计的实际偏差是否在可接受范围。
4、流量控制准确度确认:在同样的流量设定条件下,在流量计的中段流量范围,取6次独立的流量测量结果,计算其标准偏差,当标准偏差小于0.5%时认为可接受。或者取流量计的最大流量时,满足±5%的偏差。
要素三 流量超限时的保护措施
1、超高流量保护系统应能触发回收阀门(Recycled Valve)
2、回到进料状态
2.1 当回流装置安装于冷却段后端,在系统激活高流量保护后,恢复进料状态应满足:
2.2 当回流阀门安装于保持管后段,在系统激活高流量保护后,再回到进料状态应满足:
· 在追加至少一个最低保持时间的延迟后,物料实际流量低于高流量回收的设定限值;
三、温度控制及监控
1、温度计的构造和安装/固定方式应遵守卫生设计要求,如3A标准。
2、温度传感器的准确度:在回流温度限值的±3℃范围内,其允许偏差应为±0.5℃,读数应能被操作人员方便读取。
要素二 信号采集
1、巴氏杀菌温度的记录和回流控制信号应来自同一温度传感器。
2、如果安装两个巴氏杀菌温度传感器,控制逻辑应该是任何一个传感器低于回流温度设定限值均需要回流。只有所有的巴氏杀菌温度读数恢复高于设定限值后,才能继续恢复至进料状态。此时,记录仪应采集更靠近回流阀门的传感器信号数据。
1、回流系统和记录系统的响应时间应≤5s;
2、传感器的时间常数测定:将一个未经加热的传感器插入充分搅拌温度分布均匀的76℃水浴中,温度计的读数从65℃上升到72℃说需要的时间间隔。
要素一 压力差标准
1、压力差自动控制系统需保证已杀菌的产品侧压力始终高于未杀菌侧的物料以及换热媒介,以避免热交换器失效时的交叉污染的风险。
2、在物料供料和回流模式下,均需要维持压力差异(或者触发压力差回收系统)。
3、当压力差≤压力差设定限值时,需启动回收。恢复生产的前提是在换热器中已巴氏杀菌产品段直至回收阀门(Recycle Valve)段已经完成了满足巴氏杀菌条件的持续杀菌,或者整个巴氏杀菌机已经重新清洁和消毒。
4、如采用空气间隙式换热板片,板片间一旦有泄漏发生,泄漏的未杀菌物料和传热媒介将通过溢流道流出,而不会污染产品。当采用这样的板片时,可以不配置回收阀门(Recycle Valve)。但溢流道需要与外界大气相通,确保一旦发现有泄漏发生,及时发现并更换受影响板片。
要素二 压力传感器的位置
1、压力传感器应当设置在恰当位置,具体阐述见上篇确认表。
2、如果换热器有多于一个再生段,则需要配置多组压力传感器。
3、在实际现场安装时,压力传感器应该尽可能安装在同一个水平高度,以避免静位压差带来的影响。
要素三 压力差记录仪和回收系统的响应时间
1、系统的响应时间和记录系统的响应时间应≤5s。
2、压力传感器的时间常数测量是将压力加至27.5kPa,然后迅速释放将其变为0 kPa,读数变化的时间间隔。
要素四 压差控制的回收系统
1、回收阀门(Recycle Valve)
2、回收管线
· 回收阀门(Recycle Valve)及管线需要确保回流产品能够自由流回平衡罐或者排废。同时,在回收管线上不设置任何其他的阀门等会阻止自由流动的设备。
· 当回收管线直接连接到平衡罐内,管末端至少高于溢流液位两倍的管径高度。对于某些易产生泡沫敏感的物料来说,回收管线的末端会低于该液位,此时需要配置破虹吸装置。
· 当回收阀门(Recycle Valve)处于回收状态时,为了随时检查是否有泄漏至后端供料管线的情况,回收管线应可以将回收阀门(Recycle Valve)与供料管线断开。
3、回收系统的触发
要素五 压差记录系统
压差记录应至少包括以下信息:
· 压差控制系统的当前状态;
· 回收阀门位置;
· 只要每个单独的阀门位置状态能够清晰识别,多个阀门的位置状态记录可以共享一个信道。
要素一 回流装置(Flow Divert Device)
Copyright(C) 2014-2024 上海琛菲机械科技有限公司 All Rights Reserved ![]() 沪ICP备14027419号-1
沪ICP备14027419号-1